
Воздушная классификация и ее сравнение с тонким и сверхтонким рассевом
Во многих технологических процессах требуются материалы с заданным гранулометрическим составом.
В основном, воздушную классификацию (далее — ВК) начинают применять, когда требуется получение материалов до 200 мкм, реже до 300 мкм. Существуют технологические циклы, где ВК применяют и для более крупного разделения, но это — исключение из правил.

Высокая эффективность рассева.
«Сердцем» любой системы воздушной классификации является классификатор. Существует большое количество различных типов воздушных классификаторов. Не зависимо от конструкции, все воздушные классификаторы используют один принцип — создание воздушным потоком такой траектории движения частиц материала, при которой частицы нужной крупности должны отделиться от остальных частиц и собраться в разгрузочную часть классификатора. Разделение по крупности в воздушных классификаторах основано на различной скорости оседания частиц, отличающихся по размеру, в центробежном поле.
Пример схемы с воздушной классификацией
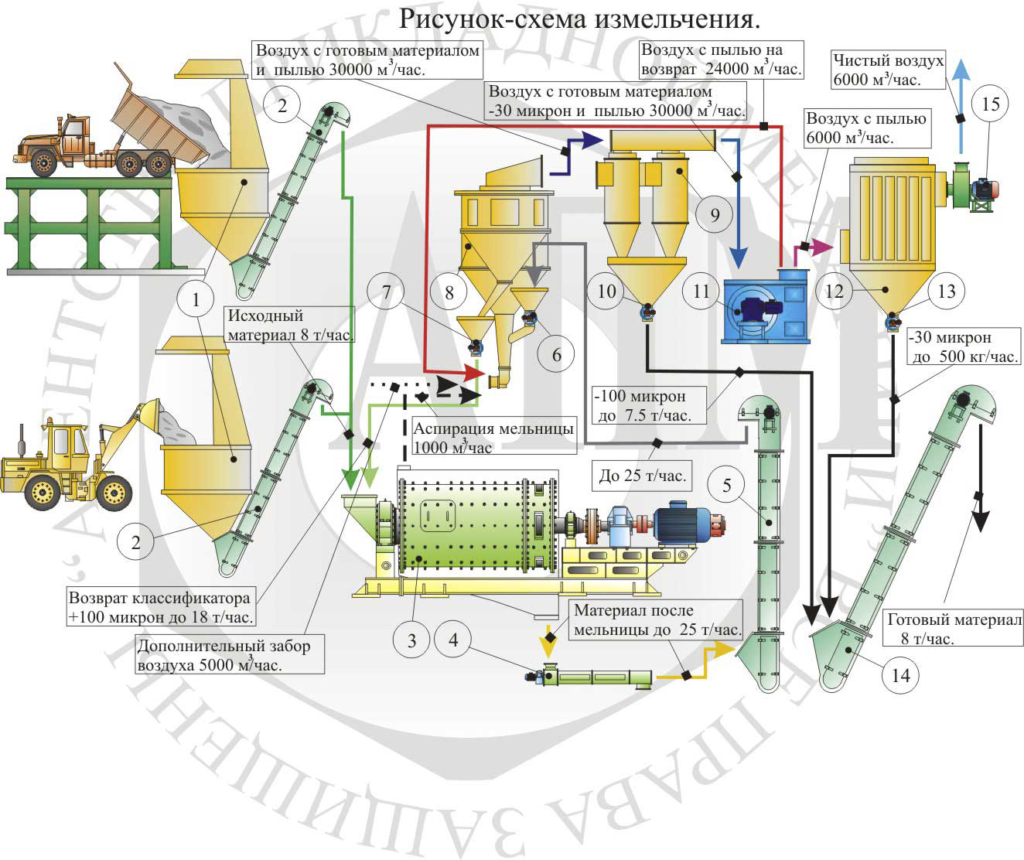
1) Бункер исходного материала (два варианта загрузки)
2) Нория.
3) Мельница.
4) Звеньевой питатель (пластинчатый питатель)
5) Нория.
6, 7, 10, 13) Запирающие разгрузчики.
8) Классификатор.
9) Блок циклонов.
11) Высоконапорный вентилятор (основной)
12) Фильтр.
14) Нория транспортировки готового материала.
15) Высоконапорный вентилятор (вспомогательный)
Выше приведена одна из схем получения порошков с применением воздушной классификации. Такая схема применяется для получения материала с заданной крупностью от ‑5 мкм до ‑200 мкм. Система воздушной классификации должна исключать попадание в готовый материал частиц крупнее заданных параметров классификатора. В данной схеме используется большое количество оборудования, и, соответственно, необходимы значительные площади для его размещения. Циркуляция материала в схеме может доходить до 400% и выше.
Особенностью этой технологической схемы является то, что основная часть воздуха с пылью циркулирует в системе (после вентилятора 11) и только часть отбирается дополнительным вентилятором (15) через фильтр (12) (Схема с частичным возвратом). Реализация такой схемы не всегда возможна, имеет достаточно много технических трудностей, непростая настройка и повышенные требования к вентилятору (11).
В основном получили распространения схемы, где весь поток воздуха после батарейного цикла (9) пропускается через фильтр (12)
(Прямая схема)
Достоинства схемы.
1. При грамотном расположении оборудования и технической возможности готовый материал после (10) и (12) может выгружаться достаточно удаленно от цеха измельчении и практически на любой отметке без дополнительного оборудования.
2. При грамотном расчете всех воздушных потоков совместно с классификацией решается задача и аспирации оборудования и даже всего производства.
3. При грамотно спроектированном и изготовленном классификаторе достигается четкое разделение по гранулометрическому составу, в особо «навороченных» классификаторах с автоматикой, где контролируются и регулируются скорости воздушного потока, разряжение и т.д. возможна автоматическая или ручная настройка крупности деления, регулировка при падении скорости воздушного потока и т.д.
4. Высокая эффективность классификации, извлечение материала заданной крупности до 100%.
Недостатки схемы.
1. Такие технологические схемы могут спроектировать и рассчитать только специализирующиеся на этом компании, либо проектные организации, имеющие достаточно большой круг специалистов хорошо разбирающихся в этой тематике. Просто подобрать оборудование по подходящим параметром и купить, потом собрать в технологическую схему с вероятностью 99.9% закончится не работающей технологической линией или линии, которая проработает не очень долго. Для запуска все равно в дальнейшем потребуется привлечение компетентных специалистов и замена части оборудования, изменение компоновки, расположения и т.д. Такие технологические схемы нужно покупать спроектированными под «ключ».
Ниже, перечислены основные проблемы, влияющие в прямую или косвенно, на работоспособность оборудования (безусловно, не все).
- Большое количество оборудования расположенное линейно в цепочку, что требует высочайшей его надежности и согласованного технического обслуживания, что достаточно сложно сделать.
- Большое количество трактов, путей, камер, деталей и т.д., где материал с воздухом движется с огромной скоростью, что в свою очередь предъявляет повышенные требования к стойкости на износ. Если в обычных условиях абразивностью к примеру частиц крупностью 100 мкм можно пренебречь, то при линейной скорости 5 м/сек абразивность вырастает на порядки. Недаром ответственные узлы некоторых классификаторов делают из корундосодержащей керамики ценой несколько десятков тысяч евро.
- Взаимное влияние оборудования друг на друга. Это свойственно для всех воздушных систем. Например, в результате износа шлюзовой питатель стоящий на разгрузке классификатора (7) стал пропускать воздух (подсос воздуха), и до какого-то величина этого подсоса для работы системы была не критична. Но дальнейший износ со временем может привести:
- к захвату снизу классификатора плюсового класса и попаданию его в готовый (целевой) класс.
- к осаждению материала в трубопроводе от мельницы до классификатора (из за падения скорости потока)
- к пылению мельницы из за уменьшения объема воздуха забираемого для аспирации и т.д.
Вообще, все запирающие разгрузчики (6,7,10) и в меньшей степени (13) — одно из самых слабых мест воздушных систем классификации. Особенно на высоко абразивных материалах. Подсос воздуха в любом запирающем разгрузчике как правило заканчивается разрегулировкой всей системы.
Слабым местом также является фильтр, а именно — его эффективность и способность фильтрующих элементов к очистке. Падение пропускной способности фильтра по воздуху катастрофически сказывается на всей технологической линии. Зачастую фильтры дублируют для попеременной их работы, что занимает дополнительное пространство и требует своевременного контроля. Также в зимний период встает проблема температурного баланса. Если сбрасывать воздух на улицу в значительных объемах, то отопление помещения становится бессмысленно — в помещении будет уличная температура, и, следовательно, в таких условиях все оборудование должно быть рассчитано для работы при максимально низких температурах возможных для данного региона. Мало того — нужно будет обеспечить приток требуемого объема воздуха в помещение и для классификации и для аспирации.
- Очень высокие энерго-затраты на воздушную классификацию. В среднем с учетом всех затрат это примерно 10 кВт на тонну.
Тонкий и сверхтонкий рассев.
Проведем сравнение воздушной классификации с нашей новой разработкой — модульным высокоинтенсивным вибрационным ситом МВ-1-АПМ. В этих виброситах применено несколько принципиально новых технических и конструкторских решений, которые либо отсутствуют, либо технически не применимы в обычных вибрационных ситах (и многие преимущества присуще только МВ-1-АПМ.)
Подробную информацию об устройстве и возможностях, вы можете получить на нашем сайте: https://apmech.ru/многочастотные-вибросита/
Достоинства модульных вибросит МВ-1-АПМ:
1. Проектирование классифицирующей линии, а также ее комплектации не требует узкоквалифицированных специалистов. Сита состоят из модулей, и нужная производительность подбирается установкой определенного количества модулей, которые могут стоять параллельно, последовательно или друг над другом. Возможно создание нескольких технологических цепочек, которые работают независимо друг от друга, что повышает общую годовую производительность классифицирующего цеха, т.к. техническое обслуживание цепочек (например, замена сетки) можно разнести по времени, и среднее время работы всей линии будет близка к 100% от возможного времени работы.
2. Для установки модульных вибрости не требуется сложного проекта, и во многих случаях достаточно общей прорисовки и компоновки оборудования.
3. Простая и надежная конструкция вибросита, состоящего из корпуса вибрационных приводов и сетки. Низкая динамическая нагрузка на корпус и опорные конструкции. Не обслуживаемые надежные вибрационные привода не имеющие пар трения, качения, эксцентриков и т.д. Просто устанавливаемые просеивающие поверхности. Установка сетки в рамы ‑простая операция не требующая специального оборудования и квалификации персонала.
4. Оборудование герметичное и не требует аспирации.
5. Высокая энергоэффективность — затраты энергии на классификацию и транспортировку — не более 1.5 кВт на тонну.
Недостатки модульных вибросит МВ-1-АПМ:
1. Ограничение границ разделения материалов размерами имеющихся в наличии сит. Для изменения крупности разделения, требуется замена всех просеивающих поверхностей.
2. Незначительные вибрационные нагрузки на фундамент.
3. Как правило, требуется большее количество транспортирующего оборудования для возврата надрешетного класса и сбора подрешетного класса в бункер готовой продукции.
Более подробную информацию вы найдете на нашем сайте www.apmech.ru